

Thread machining precision and quality directly impact the overall performance and service life of cannulated bone screws. As critical fixation devices in orthopedic implant surgery, cannulated bone screw threads must not only meet the stringent requirements of ISO 5835 and GB/T 13810 standards for medical devices, but also maintain reliable fixation in the complex physiological environment of the human body over extended periods. Starting from technical principles, this article provides in-depth analysis of key technical points in TC4 titanium alloy cannulated bone screw thread machining, including: process method comparison (conventional turning vs. miniature external whirlwind milling), 4H precision control methods, process parameter optimization strategies, tool selection and cost control, and thin-wall tube deformation prevention. Through detailed technical data and actual production cases, we demonstrate the economic benefits of different process options, helping you choose the most suitable machining process based on annual volume and precision requirements.
What is a Cannulated Bone Screw
Cannulated bone screws are critical implant devices in orthopedic trauma and spinal internal fixation surgery, primarily used for fracture reduction and fixation, joint arthrodesis, and spinal stabilization procedures. Their defining characteristic is a central hollow structure that allows a guide wire (K-wire) to be placed through the cannulated channel for precise positioning, after which the screw advances over the guide wire into bone tissue, achieving accurate fixation under minimally invasive conditions. According to ISO 5835 / ASTM F543 standards, common specifications range from M3-M8 outer diameter, with precision grade requirements of 4H, making them widely recognized as one of the most challenging precision components in medical device manufacturing.

Application Scenarios
Cannulated bone screws are primarily applied in the orthopedic medical device field, covering multiple surgical types and anatomical sites. Based on specific application positions and functional requirements, different application scenarios impose the following differentiated requirements:
– Fracture Fixation: Screws must penetrate both cortical and cancellous bone layers. Threads must provide sufficient purchase without causing secondary damage to bone tissue. Outer diameters of M3-M4.5 are most common, requiring sharp threads with strong self-tapping capability.
– Spinal Internal Fixation: Used in pedicle screw fixation systems, screw lengths typically range from 40-60mm with high length-to-diameter ratios. Threads must withstand continuous dynamic loading. Precision requirements are extremely high, and surface roughness directly affects osseointegration outcomes.
– Joint Arthrodesis: Used in shoulder and ankle fusion procedures, bone screws must provide stable compression across joint surfaces. Thread pitches are larger with greater bone contact area, requiring smooth thread surfaces free of defects to avoid stress concentration.
All application scenarios impose strict requirements on the reliability of cannulated bone screw threaded connections, because thread loosening or failure can lead to delayed union or non-union of fractures, implant loosening and detachment, and other serious medical complications that may require revision surgery.
Structural Characteristics
Cannulated bone screws have the following structural characteristics:
– Thin-Wall Hollow Structure: Wall thickness is typically only 1-2mm, with central cannula diameter of 1.5-3.0mm. The thin-wall structure results in extremely poor radial rigidity. During machining, even slightly excessive radial cutting forces can directly crush the tube wall. This is the most fundamental characteristic distinguishing them from solid fasteners.
– Integrated Head and Shank: The screw head typically features an internal hex or star drive structure integrated with the threaded shank, requiring extremely high coaxiality. The transition from head to thread must avoid stress concentration.
– Self-Tapping Thread Design: The leading portion of bone screw threads typically incorporates cutting flutes or self-tapping edge profiles to facilitate insertion into bone tissue. Thread profiles include cancellous bone threads (large pitch, deep profile) and cortical bone threads (fine pitch), with significantly different precision requirements for each type.
– Material Requirements: TC4 titanium alloy (Ti-6Al-4V ELI), complying with GB/T 13810 / ASTM F136 standards. Offers excellent biocompatibility, high strength (tensile strength >=860 MPa), and corrosion resistance, but with moderate hardness (HRC 30-36), extremely low thermal conductivity (only 1/6 that of 45 steel), making it a classic difficult-to-machine material.
– Surface Quality: Thread flank surface roughness Ra0.8-Ra1.6. Bone screw surfaces must not retain machining burrs or tooling marks, as rough surface patterns can promote bacterial adhesion and increase infection risk.
Key Features
Key Characteristics:
– High Precision Machining: Supports 4H precision grade, with pitch diameter tolerance controlled within +/-0.004mm for M6 specification, meeting ISO 5835 medical device thread standards.
– High Efficiency Production: Suitable for mass production. Miniature external whirlwind milling achieves cycle times of 20-35 seconds per piece, with daily capacity exceeding 2,000 pieces. Combined with Swiss-type lathe, fully automated continuous production is achievable.
– Quality Assurance: Complies with GB/T 13810 / ASTM F136 titanium alloy material standards and ISO 5835 orthopedic screw standards. Full inspection via coordinate measuring machines (CMM) and precision thread gauges with complete product traceability.
Thread Technical Parameters
| Item | Parameter Range | Notes |
|---|---|---|
| Thread Specification | M3-M8 | Cancellous/cortical bone thread, metric triangular thread |
| Precision Grade | 4H | ISO 5835 / GB/T 2281 |
| Thread Length | 12-60mm | Determined by screw model and fixation site |
| Surface Roughness | Ra0.8-Ra1.6 | Thread flanks (medical-grade requirement) |
| Surface Roughness | Ra1.6-Ra3.2 | Thread root |
| Wall Thickness | 1.0-2.0mm | Central cannula diameter 1.5-3.0mm |
| Material | TC4 (Ti-6Al-4V ELI) | GB/T 13810 / ASTM F136 |
| Production Efficiency | 20-35 sec/piece | Miniature external whirlwind milling process |
Why Whirlwind Milling is the Preferred Process for Cannulated Bone Screws
Conventional Process Pain Points
Cannulated bone screws face the following severe challenges when using conventional turning for thread machining:
| Pain Point | Specific Issue | Impact |
|---|---|---|
| Thin-Wall Deformation and Fracture | Wall thickness only 1-2mm, single-point turning generates unbalanced radial force, directly crushing the tube wall and causing scrap | Scrap rate up to 15%, poor batch consistency |
| TC4 Difficult-to-Machine Characteristics | Thermal conductivity only 1/6 of 45 steel, tool tip temperature exceeds 1000 degrees C, titanium alloy bonds to tool at high temperature | Extremely short insert life, only 10-20 pieces per insert |
| Slender Shaft Bending | Bone screws have high length-to-diameter ratios (up to 10:1), single-point cutting force causes severe TC4 bending and deflection | Pitch diameter out of tolerance, unable to achieve 4H precision |
| Low Efficiency | Conventional turning requires 10+ passes for gradual thread forming, taking 3-5 minutes per piece | Severely insufficient capacity, unable to meet batch delivery requirements |
Whirlwind Milling Process Advantages
Addressing the above pain points, miniature external whirlwind milling provides systematic solutions:
| Comparison Dimension | Conventional Turning | Miniature Whirlwind Milling | Improvement |
|---|---|---|---|
| Machining Efficiency | 180-300 sec/piece | 20-35 sec/piece | 8-10x efficiency improvement |
| Surface Quality | Ra1.6-Ra3.2 | Ra0.4 (mirror finish) | Over 75% roughness reduction |
| Insert Life | 10-20 pieces/insert | 800-1200 pieces/insert | Over 50x insert life improvement |
| Defect Rate | 10-15% | <=0.5% | 95% defect rate reduction |
| Precision Grade | 6H-7H | Stable 4H | 2-grade precision improvement |
Core Advantages:
– Single-Pass Forming: The whirlwind milling cutter head rotates at high speed with multiple inserts cutting simultaneously, completing the entire thread profile in a single pass. No need for the 10+ repeated cuts required by conventional turning, fundamentally eliminating cumulative multi-pass errors.
– Balanced Cutting Force: Multiple inserts on the cutter head are symmetrically distributed, with radial cutting forces canceling each other. The resultant cutting force is minimal. For cannulated bone screws with wall thickness of only 1-2mm, this means the tube wall receives virtually no radial compression during machining, perfectly solving the thin-wall deformation challenge. Combined with Swiss-type lathe guide bushing support (machining adjacent to the guide bushing), zero deflection deformation is achieved.
– Efficient Heat Dissipation: Whirlwind milling is an interrupted cutting process. Each insert contacts the workpiece for an extremely short duration, with tool-to-workpiece contact time less than 20% of total time. Most cutting heat is carried away by chips. Combined with 80-120 bar high-pressure internal coolant (oil-based cutting fluid), tool tip temperature remains far below conventional turning levels, effectively suppressing TC4 tool galling and significantly extending tool life.
Thread Machining Process
This machining process uses 8 processes to complete cannulated bone screw thread manufacturing, covering the entire production workflow from raw material cutting to finished product inspection and packaging. The core process is Step 6 Whirlwind Milling, using a Swiss-type CNC sliding head lathe with a miniature whirlwind milling power head to form bone screw threads in a single pass, improving efficiency by 8-10x compared to conventional turning. Processes 1-5 are the preparation and pre-machining stage, process 6 is thread machining, and processes 7-8 are post-processing and inspection.
Complete Process Flow
| Process | Process Name | Equipment | Tool | Time | Precision |
|---|---|---|---|---|---|
| 01 | Cutting | Swiss-type Lathe | Parting Tool | 3 sec | +/-0.1mm |
| 02 | Face Machining | Swiss-type Lathe | Face Turning Tool | 2 sec | Perpendicularity <=0.02mm |
| 03 | Center Drilling | Swiss-type Lathe | Deep Hole Drill/Gun Drill | 4-6 sec | Hole diameter +/-0.02mm |
| 04 | Heat Treatment (Optional) | – | – | – | – |
| 05 | OD Finish Turning | Swiss-type Lathe | Finish Turning Insert | 3-4 sec | +/-0.005mm |
| 06 | Whirlwind Milling | Swiss-type Lathe + Whirlwind Head | Miniature Whirlwind Cutter Head | 8-15 sec | 4H Precision |
| 07 | Deburring | Swiss-type Lathe / Deburring Machine | Deburring Chamfer Tool | 2 sec | – |
| 08 | Inspection | CMM | Precision Thread Gauges | 30-60 sec | – |
Process Descriptions
Step 1: Cutting
Process Purpose: Cut TC4 titanium alloy bar stock to the specified length per process requirements, using Swiss-type lathe guide bushing feed, preparing for all subsequent machining operations.
Key Points:
– The Swiss-type lathe spindle clamps the bar stock, feeds through the guide bushing, and the parting tool cuts off the piece, ensuring a flat cut surface
– Control cutting length tolerance within +/-0.1mm, with single-piece cutting time of approximately 3 seconds
– Use TC4 titanium alloy bar stock meeting GB/T 13810 standards with complete material certificates and batch traceability
– Inspect material surface quality for cracks, inclusions, laps, and other defects. Material hardness HRC 30-36
Quality Standards:
– Length dimension meets drawing requirements, tolerance +/-0.1mm
– Cut end face is flat with no significant burrs
– Material identification is clear and traceable, material certificates complete
Step 2: Face Machining
Process Purpose: Machine the workpiece end face to ensure flatness and perpendicularity to the axis, providing a precise datum for subsequent center drilling and OD finish turning.
Key Points:
– Ensure end face perpendicularity to axis <=0.02mm, meeting subsequent drilling coaxiality requirements
– Control end face roughness Ra<=1.6, with flat end face free of vibration marks
– Complete end face machining in a single clamping to ensure consistent datum with the axis
– Use PCD or coated carbide face turning tools suitable for TC4 material cutting
Quality Standards:
– End face is flat, free of vibration marks and tool marks
– Perpendicularity <=0.02mm, meeting medical component datum requirements
– Surface roughness meets standards, end face is smooth
Step 3: Center Drilling
Process Purpose: Drill a through-hole through the center of the bone screw. This is a core process unique to cannulated bone screws. The central cannula allows a guide wire (K-wire) to pass through during surgery for precise positioning. Hole diameter precision and surface quality directly affect screw performance.
Key Points:
– Use deep hole drill or gun drill for the central through-hole, controlling hole diameter tolerance within +/-0.02mm
– Drilling depth matches screw length (12-60mm), categorized as deep hole drilling, requiring efficient chip evacuation
– Use 80-120 bar high-pressure internal coolant, with coolant delivered through the drill’s internal channel directly to the cutting zone for effective chip evacuation and temperature control
– Match drill feed rate to TC4 material characteristics. Excessive feed causes drill breakage, while insufficient feed leads to hole wall burn
– Control hole wall roughness within Ra1.6-Ra3.2, ensuring smooth guide wire passage
Quality Standards:
– Hole diameter precision +/-0.02mm, clear through-hole
– Hole wall surface free of burn marks, scoring, or other defects
– Through-hole to OD coaxiality <=0.03mm
– Clean chip evacuation, no residual chips in the hole
Step 4: Heat Treatment (Optional)
Process Purpose: This process is typically not required for TC4 titanium alloy cannulated bone screws. TC4 bar stock is supplied in the annealed condition (HRC 30-36), with mechanical properties and microstructure already meeting GB/T 13810 standard requirements.
Key Points:
– Annealed TC4 titanium alloy already provides tensile strength >=860 MPa, meeting orthopedic implant strength requirements
– If the customer has special strength requirements, age hardening can be applied, but temperature must be strictly controlled to avoid tube wall deformation
– Tube walls are extremely susceptible to deformation during heat treatment. For hollow bone screws with wall thickness of only 1-2mm, heat treatment is generally not recommended
– If heat treatment is necessary, use dedicated fixturing and control deformation to <0.05mm
Note:
– This process is optional. The vast majority of TC4 cannulated bone screw production can skip this step entirely
– Ensure procuring annealed condition bar stock to meet usage requirements
Quality Standards:
– Material mechanical properties comply with GB/T 13810 standards
– No deformation (if heat treatment was performed)
– Surface free of oxide scale and cracks
Step 5: OD Finish Turning
Process Purpose: Finish turn the outer diameter to final dimension, achieving required dimensional precision and surface roughness. Ensure coaxiality and cylindricity of the threaded portion, providing a precise OD datum for Step 6 whirlwind milling.
Key Points:
– Control finishing allowance at 0.1-0.2mm, using a small depth of cut and low feed rate strategy
– The Swiss-type lathe guide bushing closely supports the workpiece OD during machining. The cutting point is always near the guide bushing support, providing excellent rigidity
– Ensure OD tolerance +/-0.005mm, roughness Ra<=0.8, cylindricity <=0.005mm
– The finish-turned OD dimension serves as the basis for thread major diameter and must be strictly controlled to ensure thread precision
– Use nano-coated carbide inserts (e.g., TiAlN coating) suitable for TC4 finish turning requirements
Quality Standards:
– OD dimensional precision +/-0.005mm, meeting drawing tolerances
– Surface is smooth, free of tool marks and vibration marks
– Cylindricity <=0.005mm, coaxiality <=0.01mm
– Uniform wall thickness, wall thickness variation <=0.02mm
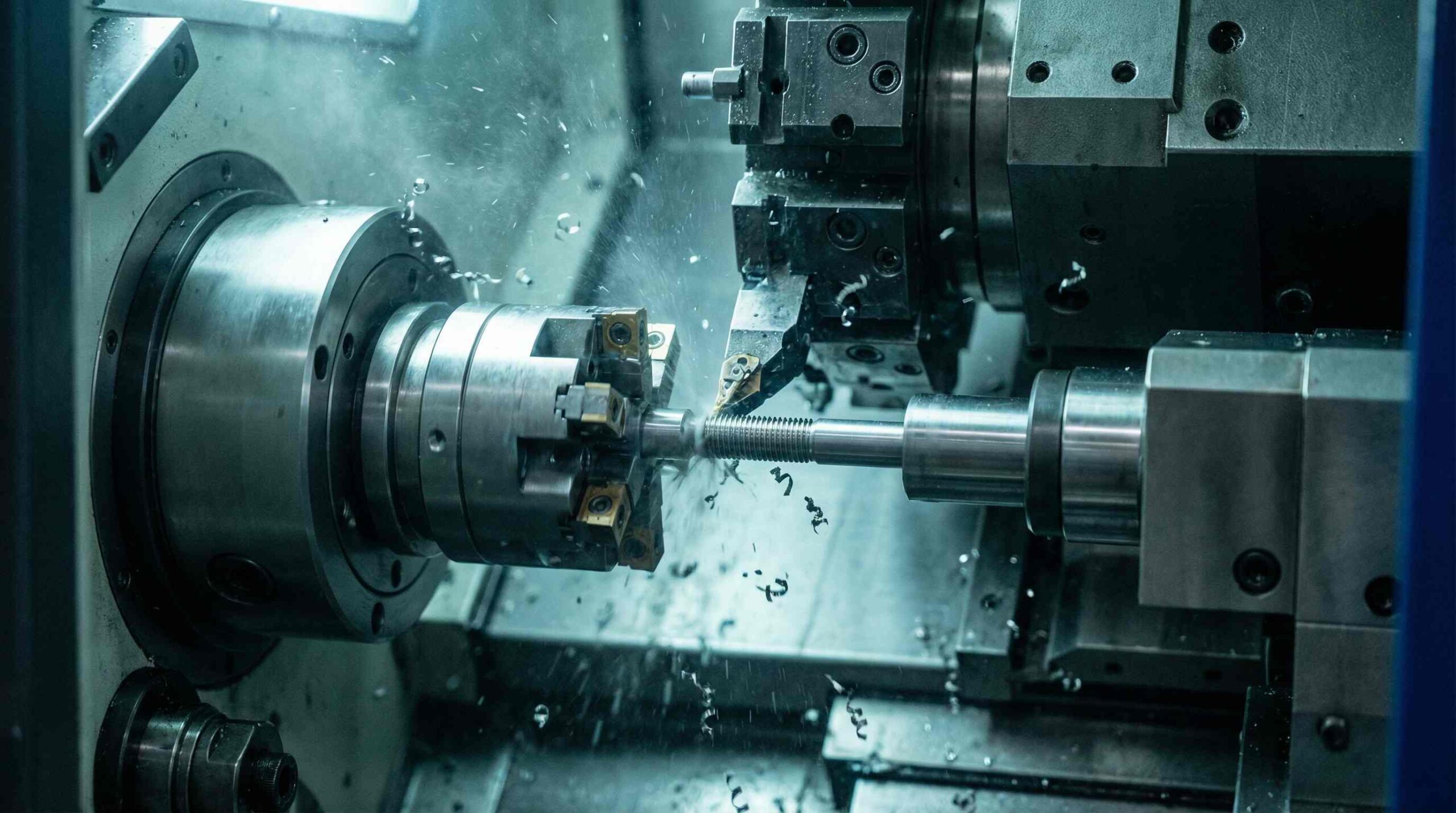
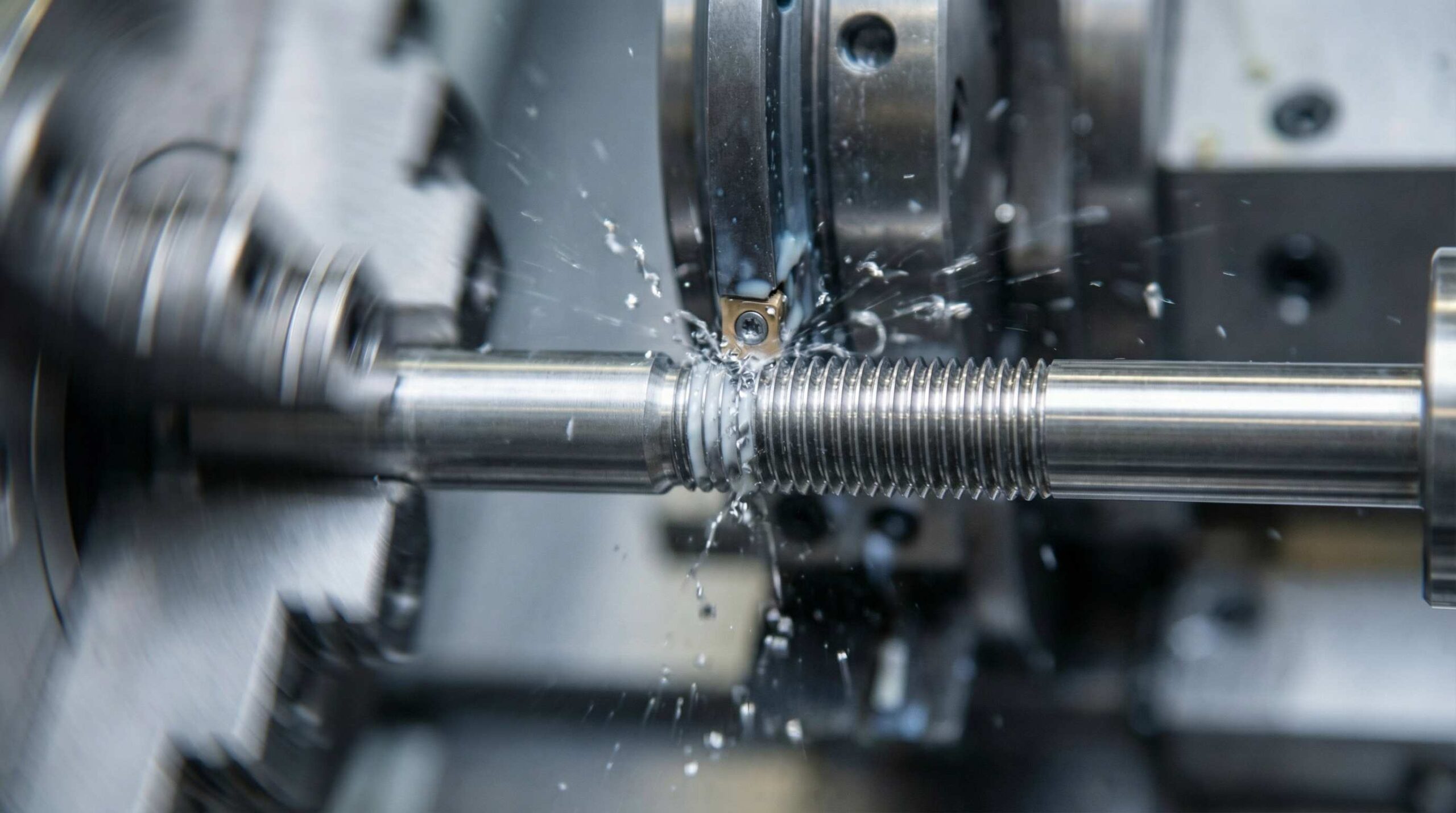
Step 6: Whirlwind Milling
Process Purpose: Use miniature external whirlwind milling to form the complete bone screw thread profile in a single pass, achieving 4H precision grade and Ra0.4 surface roughness. This is the most critical process in the entire bone screw manufacturing sequence.
Process Principle: The whirlwind milling power head is mounted on the Swiss-type lathe tool post. A miniature cutter head (typically 25-40mm diameter) holds multiple carbide inserts. The cutter head rotates at high speed (4000-6000 rpm) while the workpiece rotates at low speed (15-30 rpm). Inserts traverse the workpiece along the helical path, completing the thread profile in a single pass. During cutting, each insert contacts the workpiece for an extremely brief period in an interrupted cutting mode, with most cutting heat carried away by chips.
Key Points:
– Power head speed 4000-6000 rpm, C-axis (workpiece) speed 15-30 rpm, maintaining proper speed ratio
– Miniature cutter head holds 2-4 inserts, indexing error <=0.5 degrees, ensuring multi-insert cutting uniformity
– Feed rate 0.1-0.2 mm/rev, matching thread pitch requirements
– High-pressure internal coolant (80-120 bar oil-based cutting fluid) flushes the cutting zone for effective chip evacuation and cooling
– Swiss-type lathe guide bushing provides close support, with the cutting point extremely close to the guide bushing support, achieving zero deflection deformation
Common Issues and Solutions:
– Tube Wall Deformation: Excessive radial cutting force causing thin-wall depression -> Ensure guide bushing support is properly engaged, appropriately reduce feed rate, check insert sharpness
– Pitch Diameter Out of Tolerance: Insert wear causing enlarged pitch diameter -> Establish tool wear compensation system, inspect pitch diameter every 200 pieces
– Surface Chatter Marks: Improper speed ratio or excessive workpiece overhang -> Optimize speed ratio parameters, minimize workpiece overhang, ensure guide bushing is not worn
Quality Standards:
– Thread pitch diameter tolerance complies with 4H grade (M6 specification: +/-0.004mm)
– Cumulative pitch error <=0.01mm
– Thread flank surface roughness Ra0.4-Ra0.8, free of burrs and chatter marks
– Correct thread profile angle, complete full thread form
Step 7: Deburring
Process Purpose: Remove machining burrs from thread ends and the screw head-to-shank transition zone, ensuring bone screw appearance quality and surgical safety. Medical-grade implant deburring requirements are far more stringent than for standard mechanical components.
Key Points:
– Use deburring chamfer tools mounted on the Swiss-type lathe to simultaneously complete thread end chamfering and deburring during the machining cycle
– Thread leading and trailing ends must form complete lead-in and run-out angles, ensuring smooth insertion into bone tissue
– Head-to-thread transition zone must have a smooth radiused transition. No sharp edges or residual burrs are permitted
– Medical implant standard requirements: all sharp edges broken to R0.1-0.2mm, smooth to touch with no scratching feel
– Supplementary ultrasonic deburring or electropolishing can be used for secondary cleaning of fine burrs at thread roots
Quality Standards:
– No visible burrs or sharp edges
– Thread crests are complete, with no profile damage from excessive chamfering
– Transition zones are smooth, thread lead-in section is complete
– Clean appearance, passes 10x magnification inspection with no defects
Step 8: Inspection
Process Purpose: Conduct comprehensive quality inspection on cannulated bone screws, covering thread precision, dimensional parameters, surface quality, and material properties. Qualified products are packaged per medical-grade standards and stored.

Key Points:
– Use coordinate measuring machine (CMM) to inspect thread pitch diameter, pitch, thread half-angle, major diameter, minor diameter, and all other parameters
– Use precision thread GO/NO-GO gauges for rapid 100% full inspection
– Surface roughness tester measures thread flank and root roughness. Medical components require Ra<=1.6
– Optical comparator or vision inspection system checks thread profile completeness, excluding chipped teeth, defects, etc.
– Wall thickness gauge measures wall thickness uniformity, with thickness variation <=0.05mm
– First piece mandatory inspection, process sampling rate >=10%, key batches full inspection
Quality Standards:
– Thread precision meets 4H grade requirements, GO/NO-GO gauge inspection passed
– All dimensional parameters meet product drawing tolerance requirements
– Surface roughness meets standards, no burrs or defects
– Each piece includes quality certificate, packaging complies with ISO 11607 medical packaging standards
– Complete batch records, enabling full quality traceability
Machining Difficulties and Solutions
Difficulty 1: TC4 Titanium Alloy Thin-Wall Tube Thread Machining Deformation
Problem Description:
– Cannulated bone screw wall thickness is only 1-2mm, with extremely poor radial rigidity. During conventional single-point turning, radial cutting force concentrates on one side of the tube wall, causing local depression or direct crushing
– TC4 titanium alloy has a low elastic modulus (approximately 110 GPa, only 50% of steel). Post-machining springback can reach 0.02-0.05mm, causing the thread pitch diameter to change after machining. Parts may pass inspection but exhibit poor actual fit performance
Solutions:
– Use Swiss-type lathe guide bushing close-support method. The cutting point is always near the guide bushing support position, and the workpiece achieves maximum rigidity support in the cutting zone. Radial cutting forces are absorbed by the guide bushing rather than the tube wall
– Whirlwind milling multi-insert symmetric cutting cancels radial forces against each other, with resultant force approaching zero. Even with wall thickness of only 1mm, no measurable deformation occurs from cutting forces
– Use high-pressure internal coolant (80-120 bar) with oil-based cutting fluid to effectively reduce cutting temperature, minimizing TC4 thermal expansion and thermal deformation
– Effect: With the Swiss-type lathe + whirlwind milling solution, tube wall deformation is controlled within 0.005mm, pitch diameter springback effects are completely eliminated, and 4H precision is consistently achieved
Difficulty 2: TC4 Titanium Alloy Tool Galling and Tool Life Management
Problem Description:
– TC4 titanium alloy has extremely strong chemical affinity at elevated temperatures. When cutting temperature exceeds 600 degrees C, titanium atoms diffuse into tool material forming a bonded layer, leading to rapid tool wear or even insert chipping
– During conventional TC4 turning, tool tip temperature can exceed 1000 degrees C, with insert life of only 10-20 pieces. Frequent tool changes severely impact efficiency and cost
Solutions:
– Whirlwind milling interrupted cutting characteristics mean extremely short tool-to-workpiece contact time (<20% of total time), keeping tool tip temperature far below continuous cutting levels and effectively suppressing tool galling
– Select coated carbide inserts (TiAlN or AlCrN coating), with coating hardness above HV3200, offering high-temperature wear resistance and excellent anti-galling performance
– Combine with 80-120 bar high-pressure oil-based cutting fluid. Coolant reaches the cutting zone directly to form a lubricating film, further reducing friction and galling tendency
– Establish a tool life management system. Replace inserts every 800-1200 pieces, combined with online pitch diameter monitoring data for predictive tool replacement
– Effect: Whirlwind milling insert life reaches 800-1200 pieces, a 50x improvement over conventional turning. Per-piece tooling cost is reduced by 90%, while cutting galling phenomena are essentially eliminated
Manufacturing Case
Customer Background
A well-known domestic orthopedic implant manufacturer with annual production of approximately 500,000 pieces across various bone screw product lines, including cannulated bone screws, solid bone screws, and cannulated lag screws. The company was transitioning from conventional turning to precision automated machining to meet growing production demands and stringent medical quality regulatory requirements.
Technical Challenges
- M4 specification cannulated bone screw wall thickness of only 1.2mm, with conventional turning scrap rate reaching 15%. Every batch had tube wall crushing scrap
- TC4 titanium alloy caused turning insert life of only 10-20 pieces. Frequent tool changes severely impacted production capacity and delivery schedules
- Single-piece machining time of 3-5 minutes (including 10+ cutting passes) failed to meet monthly capacity targets of 50,000 pieces
- Unstable thread precision. Conventional turning could only achieve 6H-7H precision, unable to meet 4H requirements for premium products
Solutions
| Item | Parameters/Configuration |
|---|---|
| Workpiece Name | Cannulated Bone Screw (M4x1.0, length 32mm) |
| Thread Specification | M3-M8, 4H Precision |
| Material | TC4 Titanium Alloy (Ti-6Al-4V ELI), GB/T 13810 |
| Equipment | Swiss-type CNC Sliding Head Lathe + Miniature Whirlwind Milling Power Head |
| Cutter Head | Miniature whirlwind cutter head, 32mm diameter, 3 TiAlN-coated inserts |
| Processes | 8 integrated processes: cutting – facing – drilling – finish turning – whirlwind milling – deburring – inspection |
| Precision | Thread 4H precision, pitch diameter M4 +/-0.004mm, Ra0.4 |
| Efficiency | Cycle time 25 sec/piece, daily capacity approximately 2,500 pieces |
| Cost | Per-piece tooling cost reduced by 90%, scrap rate reduced by 95% |
Implementation Results
- Single-piece cycle time reduced from 3-5 minutes to 25 seconds, an 8-10x production efficiency improvement
- Scrap rate reduced from 15% to below 0.5%, saving approximately 800,000 RMB annually in TC4 material costs
- Thread precision consistently achieved 4H grade, with surface roughness Ra0.4 achieving mirror-finish quality
- Whirlwind milling insert life reached 800-1200 pieces, with per-piece tooling cost reduced by over 90%
- Products passed ISO 13485 medical device quality management system audit, with significantly improved customer satisfaction
Customer Testimonial
“Whirlwind milling has completely transformed our bone screw manufacturing. The thin-wall screw deformation problem that plagued us for years is now virtually eliminated, with scrap rates dropping below half a percent. Not only that, but our efficiency has increased nearly tenfold. Most importantly, the consistency of our product quality has seen a qualitative leap, providing reliable process assurance for our premium orthopedic product line.”
Common Questions
Q1: What process is most suitable for cannulated bone screw thread machining?
Recommended process based on annual production volume and precision requirements:
| Annual Volume | Recommended Process | Single Piece Time | Precision | Application |
|---|---|---|---|---|
| <5,000 | CNC Turning (Single-Point) | 180-300 sec | 6H-7H | Prototyping, small batch custom |
| 5,000-50,000 | Swiss-type Lathe Turning | 60-120 sec | 6H | Medium batch production |
| >50,000 | Swiss-type Lathe + Miniature Whirlwind Milling | 20-35 sec | 4H | Large-scale mass production |
Conclusion: For mass production of cannulated bone screws with annual volumes above 50,000 pieces, Swiss-type lathe with miniature whirlwind milling power head is the optimal choice, balancing efficiency, precision, and cost.
Q2: What precision can whirlwind milling achieve for cannulated bone screws?
Miniature external whirlwind milling for cannulated bone screws can achieve:
– Precision Grade: Stable 4H (ISO 5835 / ISO 965), with M6 specification pitch diameter tolerance of +/-0.004mm
– Surface Roughness: Thread flanks Ra0.4-Ra0.8 (mirror finish), root Ra1.6-Ra3.2
– Pitch Error: Cumulative pitch error <=0.01mm
– Coaxiality: Thread to OD coaxiality <=0.01mm
Key factors affecting precision:
– Swiss-type lathe spindle precision and guide bushing wear condition
– Whirlwind milling cutter head dynamic balance and insert indexing accuracy
– TC4 material batch consistency
– High-pressure cooling system pressure and flow stability
– Workshop temperature control (recommended 20+/-2 degrees C constant temperature room)
Q3: What is the cycle time for cannulated bone screw whirlwind milling thread machining?
Typical cycle time breakdown (M4 bone screw, 20mm thread length):
| Process | Time |
|---|---|
| Cutting | 3 seconds |
| Face Machining | 2 seconds |
| Center Drilling | 4-6 seconds |
| OD Finish Turning | 3-4 seconds |
| Whirlwind Milling | 8-15 seconds |
| Deburring | 2 seconds |
| Inspection (sampling) | 30-60 seconds |
| Total (excluding inspection) | 22-32 seconds |
Total Cycle Time: Approximately 20-35 seconds per piece (excluding inspection), 50-90 seconds per piece including inspection. Multi-station synchronized machining on Swiss-type lathe can further compress total cycle time.
Q4: What is whirlwind milling tool cost for cannulated bone screws? What about tool life?
Tool cost reference for machining TC4 titanium alloy cannulated bone screws:
– Miniature Cutter Head (body): 3,000-5,000 RMB/set (reusable, service life approximately 2 years)
– Coated Carbide Inserts: 15-30 RMB/insert
– Insert Life: Approximately 800-1,200 pieces/insert when machining TC4
– Tool Cost Per Piece: Approximately 0.015-0.03 RMB/piece (insert cost only)
Factors affecting TC4 machining tool life:
– TC4 material hardness batch variation (HRC 30-36)
– High-pressure coolant type and pressure (oil-based superior to water-based)
– Cutting parameter matching (whether speed and feed are optimized)
– Insert coating type (TiAlN/AlCrN superior to TiN)
– Guide bushing support condition (poor support accelerates insert wear)
Q5: What advantages does whirlwind milling have over conventional thread turning?
Taking cannulated bone screw (TC4, M4x1.0) machining as an example:
| Comparison Item | Miniature Whirlwind Milling | Conventional Single-Point Turning |
|---|---|---|
| Cycle Time | 20-35 sec/piece | 180-300 sec/piece |
| Thread Precision | Stable 4H | 6H-7H |
| Surface Roughness | Ra0.4 | Ra1.6-Ra3.2 |
| Insert Life | 800-1,200 pieces/insert | 10-20 pieces/insert |
| Tool Cost Per Piece | 0.015-0.03 RMB | 0.8-1.5 RMB |
| Thin-Wall Deformation | Virtually zero | 10-15% scrap rate |
| Operator Skill Requirement | Automatic operation after programming | High (depends on tool setting experience) |
| Adaptability | Suitable for mass production | Small batch, prototyping |
Conclusion: For mass production of TC4 thin-wall cannulated bone screws, whirlwind milling comprehensively outperforms conventional turning in efficiency, quality, and cost. The thin-wall deformation prevention effect is particularly unattainable with conventional processes.
Q6: How to improve production efficiency in cannulated bone screw thread machining?
Efficiency improvement measures:
Equipment Aspect:
– Use multi-spindle Swiss-type lathes for multi-station synchronized machining, producing multiple pieces per cycle
– Configure automatic loading/unloading robots to reduce handling time
– Select high-rigidity guide bushings and high-precision whirlwind milling power heads to improve machining stability and speed
Process Aspect:
– Optimize whirlwind milling cutting parameters to maximize feed rate while maintaining quality
– Design combined operations: cutting, facing, drilling, finish turning, and whirlwind milling completed in a single clamping
– Establish tool life management system for predictive tool replacement, avoiding unplanned downtime
Management Aspect:
– Implement SPC (Statistical Process Control) for real-time pitch diameter data trend monitoring
– Establish SMED (Single-Minute Exchange of Die) procedures to minimize changeover time
– Preventive maintenance schedules to ensure stable equipment operation
– Full-process quality traceability system to reduce rework and scrap at the source
Results: Cycle time can be reduced to under 20 seconds per piece, daily capacity improved by over 30%, and overall efficiency improved by 40-50%.
Summary
Cannulated bone screw thread machining using Swiss-type lathe with miniature external whirlwind milling can achieve 4H precision grade, with single-piece cycle time of approximately 20-35 seconds, suitable for large-scale mass production of 50,000+ pieces annually. The three key technical characteristics of whirlwind milling – multi-insert symmetric balanced cutting force, interrupted cutting with low heat generation, and Swiss-type lathe guide bushing close-support – perfectly solve the three core challenges of TC4 titanium alloy thin-wall tube machining: deformation, tool galling, and efficiency. For orthopedic implant manufacturers with annual production of 50,000 pieces or more, the Swiss-type lathe + miniature whirlwind milling solution is the best choice for balancing efficiency, quality, and cost.
If you are facing cannulated bone screw machining challenges (such as thin-wall tube deformation and fracture, TC4 tool galling with short insert life, insufficient capacity causing delivery delays), or looking to improve thread machining precision and surface quality while reducing production costs, contact us to get customized machining solutions.



