
Medical micro lead screws are core transmission components in precision medical equipment, widely used in micro-infusion pumps, IV pumps, surgical robot joint drives, and imaging equipment scanning mechanisms. Thread accuracy directly determines micro-feed precision and motion smoothness. 316L medical-grade stainless steel and TC4 titanium alloy as mainstream materials present severe work hardening and extremely low thermal conductivity. Traditional turning faces challenges including low efficiency, short tool life, and unstable accuracy. Micro external thread whirling, with its low-temperature interrupted cutting advantages and guide bushing rigid support, enables efficient and stable production of 5H-6H accuracy lead screws.
What Are Medical Micro Lead Screws
Medical micro lead screws are miniature transmission components used in precision medical equipment that convert rotary motion to linear motion, achieving precision linear feed control through screw-nut thread engagement.

Application Scenarios
| Application | Typical Specification | Functional Requirement |
|---|---|---|
| Micro Infusion Pump | M6-M10, Tr8 | Feed accuracy 0.01mm/step, no pulsation |
| IV Pump | M8-M12, Tr10 | Flow accuracy ±2%, smooth continuous operation |
| Surgical Robot Joint | M8-M16 | Positioning accuracy ±0.02mm, backlash <0.01mm |
| CT/MRI Scanner Table | M12-M16 | Smooth motion, low noise (<45dB) |
| Ultrasound Probe Drive | M6-M8 | Micrometer positioning, no vibration |
Structural Characteristics
Medical micro lead screw thread structure differs from standard mechanical lead screws:
- Precision trapezoidal/ball screws: Most medical micro-pumps use trapezoidal threads (Tr specification) at 5H-6H accuracy; high-end surgical robots use precision ball screws at 5H accuracy
- Ultra-high length-to-diameter ratio: Typical L/D ratio of 15-30, extremely low rigidity slender shafts with severe turning deflection
- Biocompatibility requirements: Screw surfaces contacting drug solutions must meet FDA 21 CFR or GB/T 16886 biocompatibility standards, with no cutting fluid residue
- Low friction, low noise: Infusion and injection pump screws must operate with low noise and no pulsation in clinical use; thread surface roughness directly affects operating quality
Key Characteristics of Medical Micro Lead Screws
- Precision feed accuracy: Screw pitch error and cumulative lead error directly determine micro-pump dosing accuracy; Tr8 screw pitch error must be controlled within ±0.01mm
- Motion smoothness: Thread surface roughness and pitch diameter consistency determine nut sliding smoothness, affecting infusion flow stability
- Long-term corrosion resistance: 316L stainless steel screws must maintain clean, rust-free surfaces in chloride-ion body fluid environments
Medical Micro Lead Screw Thread Technical Parameters
| Parameter | Infusion Pump Screw | IV Pump Screw | Surgical Robot Screw |
|---|---|---|---|
| Thread Specification | M6-M8 / Tr8×1.5 | M8-M12 / Tr10×2 | M10-M16 / Ball screw spec |
| Pitch | 1.0-1.5mm | 1.5-2.0mm | Per ball screw specification |
| Accuracy Class | 5H-6H | 5H-6H | 5H |
| Surface Roughness | Ra0.4-0.8 | Ra0.8-1.6 | Ra0.4-0.8 |
| Material | 316L Stainless Steel | 316L Stainless Steel | TC4/316L |
| Length-to-Diameter Ratio | 10-20:1 | 15-25:1 | 10-15:1 |
| Cycle Time (Whirling) | 30-50 sec | 40-60 sec | 2-5 min |
| Inspection Standard | GB/T 2280 / ISO 5835 | Medical equipment industry standard | Medical robot special standard |
Why Thread Whirling Is the Preferred Process for Medical Micro Lead Screws
Core Pain Points of Traditional Turning
| Pain Point | Specific Manifestation | Consequence |
|---|---|---|
| Slender Shaft Deflection | L/D 15-30:1 screws bend severely during turning | Pitch diameter taper error, cumulative lead error exceeds specification |
| 316L Tool Adhesion | Austenitic stainless steel surface hardness rises sharply after cutting; chips adhere to cutting edge | Insert life only 20-30 pieces; thread surface covered with BUE marks |
| Low Efficiency | Deep trapezoidal thread profile requires multiple passes; 5-8 min per piece | Capacity cannot meet batch delivery requirements |
| Surface Quality | Turning Ra1.6-3.2, requires secondary polishing for medical requirements | Polishing adds cost and reduces dimensional accuracy |
Core Advantages of Thread Whirling
| Comparison | Traditional CNC Turning | Micro External Thread Whirling |
|---|---|---|
| Cycle Time | 5-8 minutes (multiple passes) | 30-60 seconds (single-pass) |
| Insert Life (316L) | 20-30 pieces/edge | 300-500 pieces/edge |
| Pitch Diameter Consistency | Batch variation 0.02-0.05mm | Batch variation <0.01mm |
| Surface Roughness | Ra1.6-3.2 (requires polishing) | Ra0.4-0.8 (polishing-free) |
| Slender Shaft Straightness | 0.05-0.1mm/m | 0.01-0.02mm/m |
Three Core Advantages
- Guide bushing rigid support eliminates deflection: Swiss-type lathe guide bushing contacts the cutting point directly; cutting forces are absorbed by the guide bushing rather than the slender screw, maintaining 0.01mm/m straightness even for 20:1 L/D ratio screws
- Interrupted cutting breaks through 316L machining bottleneck: Whirling interrupted cutting provides adequate cooling windows for inserts; cutting heat is primarily removed with fine chip fragments; work-hardened layer depth only 0.01mm; insert life 10-15x longer than turning
- Single-pass forming eliminates polishing: Ra0.4-0.8 surface quality directly meets medical equipment low-friction, low-noise requirements, eliminating secondary polishing while preserving thread pitch diameter dimensional accuracy
Medical Micro Lead Screw Thread Machining Process

The complete machining process consists of 8 steps:
| Step No. | Process Name | Machining Content | Equipment/Tooling |
|---|---|---|---|
| 01 | Material Feeding | 316L/TC4 bar stock cut to length | Swiss-type lathe auto-feed + parting tool |
| 02 | End Face Machining | Turn both end faces, drill center hole | Swiss-type face turning tool + center drill |
| 03 | OD Rough & Finish Turning | Turn screw OD to thread minor diameter | Swiss-type turning tool + follow rest |
| 04 | Heat Treatment | Stress relief annealing (316L) or aging (TC4) | Annealing furnace |
| 05 | OD Finish Turning | Finish turn thread section OD to pitch diameter with whirling allowance | Swiss-type finish turning insert |
| 06 | Thread Whirling | Micro whirling single-pass trapezoidal/ball thread | Swiss-type lathe + whirling attachment |
| 07 | Deburring & Cleaning | Remove thread end burrs, ultrasonic cleaning | Mechanical chamfer + ultrasonic cleaning |
| 08 | Full Inspection | Pitch diameter, pitch, roughness, straightness full inspection | CMM + thread micrometer + roughness tester |
Step 1: Material Feeding
316L medical-grade stainless steel or TC4 titanium alloy bar stock is automatically fed through the Swiss-type lathe guide bushing and cut to length. Bar stock surface quality must reach ground grade (Ra0.4), diameter tolerance ±0.005mm. Material must include material certificate (Material Certificate) confirming compliance with ASTM F138 (316L) or ASTM F136 (TC4) standards.
Step 2: End Face Machining
Turn both screw end faces, ensuring face-to-axis perpendicularity within 0.01mm. Simultaneously drill center holes (Type B) at both ends to provide locating datums for subsequent machining. Center hole taper surface roughness must reach Ra0.8, contact area ≥60%.
Step 3: OD Rough & Finish Turning
Rough-turn the screw OD, removing most of the material allowance. For 316L, cutting speed 50-70m/min, feed 0.3-0.5mm per pass. Post-finish-turn OD cylindricity within 0.01mm, surface roughness Ra0.8. For long screws, a follow rest must support the workpiece to prevent cutting force-induced bending.
Step 4: Heat Treatment
316L stainless steel screws undergo stress relief annealing (300-350°C, 1-2 hours holding, air cooling) to eliminate residual stress from rough turning, preventing dimensional springback after subsequent finish machining and whirling. TC4 screws undergo vacuum aging treatment (550-650°C, 2-3 hours holding, furnace cooling) to stabilize microstructure.
Step 5: OD Finish Turning
Finish turn the thread section OD to final pitch diameter dimensions. For Tr8×1.5 screws, finish-turn OD to nominal diameter minus pitch (8-1.5=6.5mm) plus whirling finish allowance. 316L finish turning at 60-80m/min, feed 0.05-0.1mm/r. Post-finish OD tolerance ±0.005mm.
Step 6: Thread Whirling (Core Process)
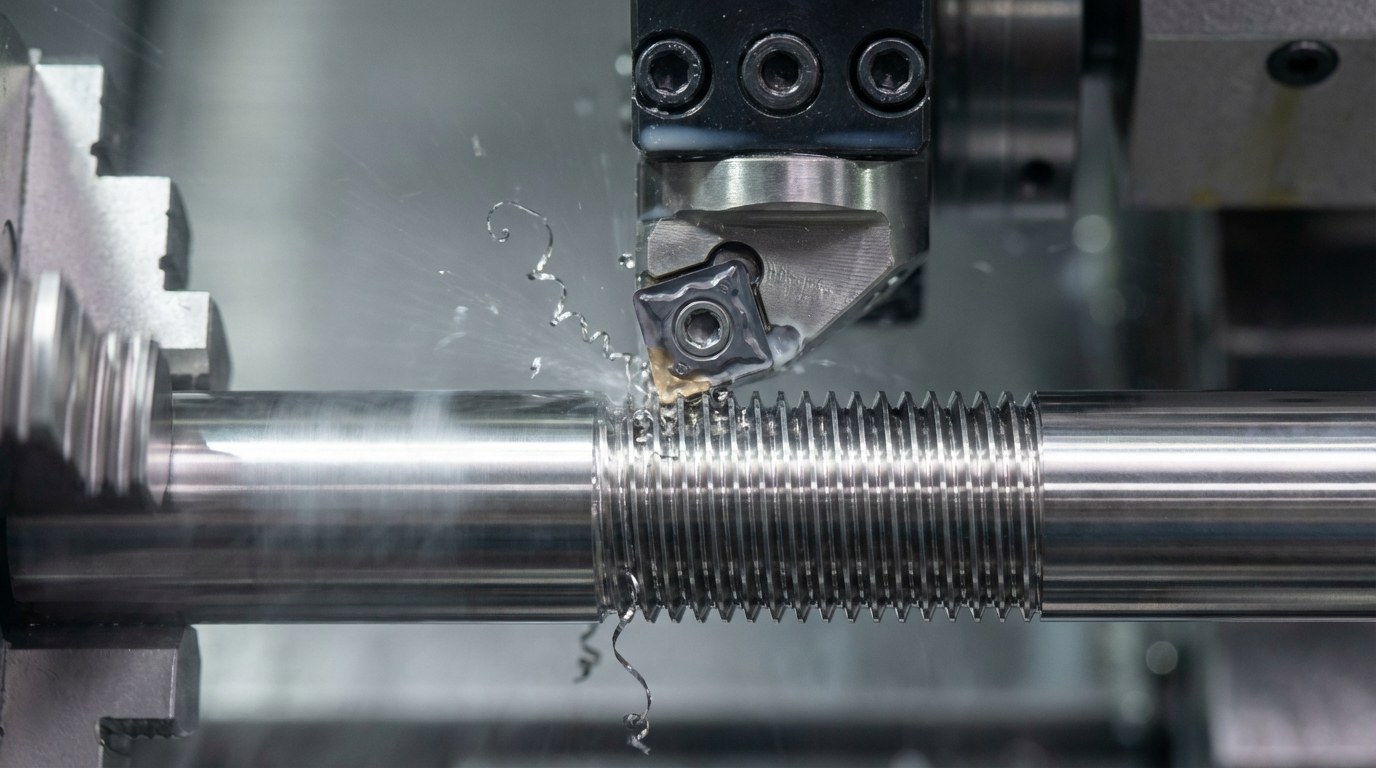
The micro whirling attachment performs single-pass forming of the screw thread.
Tr8 Trapezoidal Thread Parameters (316L):
– Attachment speed: 3,000-5,000 rpm
– Spindle speed (C-axis): 15-25 rpm
– Feed rate: 0.1-0.2 mm/r
– Cooling: 80-100bar high-pressure internal coolant, oil-based cutting fluid
– Inserts: 4-6 uncoated ultra-fine grain carbide trapezoidal inserts
– Cycle time: 30-50 seconds
M10 Precision Lead Screw Parameters (TC4):
– Attachment speed: 4,000-6,000 rpm
– Spindle speed (C-axis): 15-30 rpm
– Feed rate: 0.1-0.2 mm/r
– Cooling: 100-120bar high-pressure internal coolant, oil-based cutting fluid
– Inserts: 4-6 uncoated ultra-fine grain carbide inserts
– Cycle time: 40-60 seconds
Step 7: Deburring & Cleaning
Remove machining burrs from thread start and end, chamfer both thread ends 0.3-0.5×45°. Follow with ultrasonic cleaning (3-step: solvent degreasing → DI water rinse → ethanol dehydration). Medical-grade screw cleanliness requirements are extremely stringent; no cutting fluid or metal debris residue is permitted after cleaning.
Step 8: Full Inspection
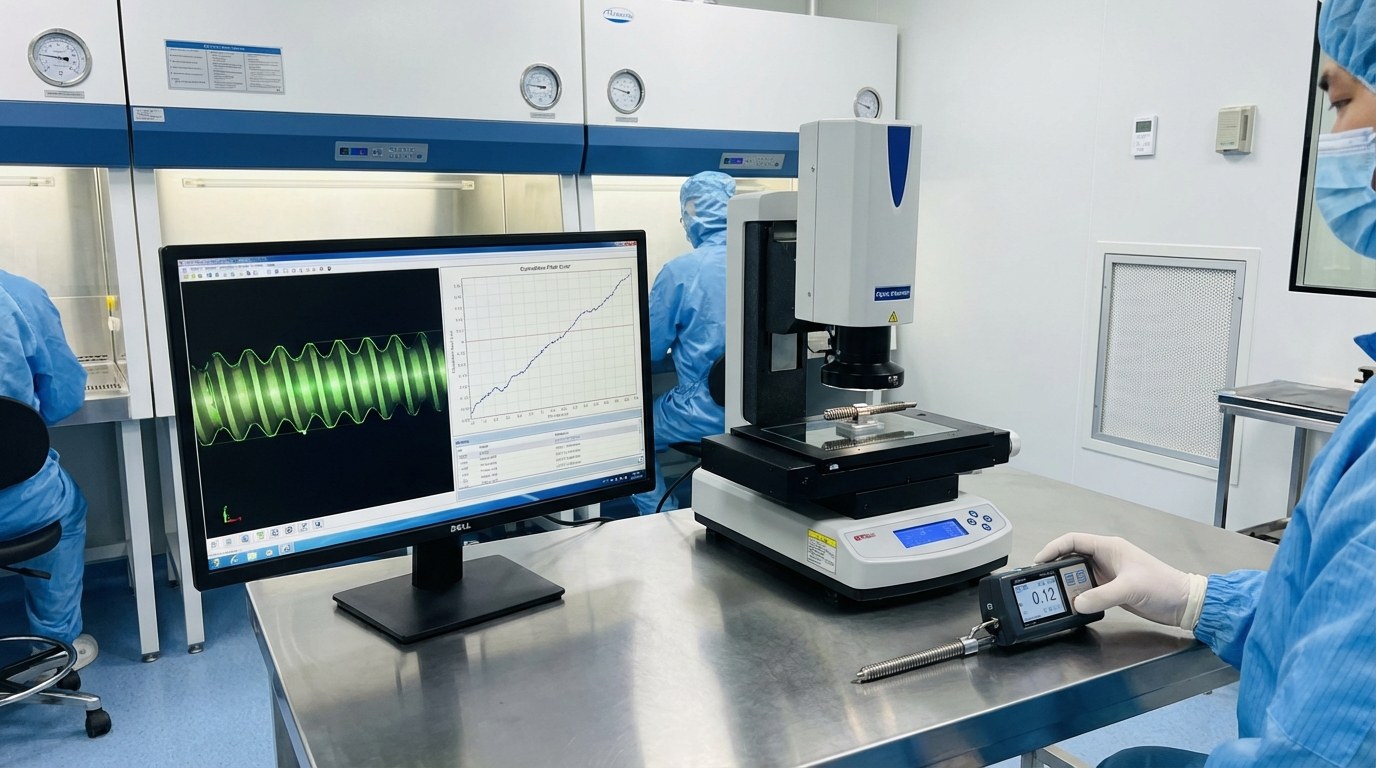
Medical micro lead screws undergo rigorous inspection:
- Thread pitch diameter: Thread micrometer 100% inspection, tolerance per 5H-6H class
- Cumulative pitch error: ≤±0.015mm over 300mm (5H) or ≤±0.025mm (6H)
- Surface roughness: Roughness tester sampling, Ra0.4-0.8
- Straightness: Full-length straightness ≤0.02mm
- Visual: No burrs, scratches, or corrosion under 10x magnification
Machining Challenges and Solutions
Challenge 1: Severe Work Hardening of 316L Stainless Steel
316L austenitic stainless steel surface hardness can sharply increase to 2-3 times the base material after cutting. Traditional turning with multiple passes forces subsequent cutting edges to always cut on the hardened surface, with extremely short tool life (20-30 pieces). Whirling eliminates multiple passes through single-pass forming; the work-hardened layer from interrupted cutting is only 0.01-0.02mm deep. Additionally, high-lubricity oil-based cutting fluid with 100bar high-pressure flushing must be used to reduce secondary friction between chips and the machined surface, further suppressing hardening tendency.
Challenge 2: Straightness Assurance for Slender Screws
Medical micro-pump screws typically measure 200-400mm in length with only 6-10mm diameter, achieving L/D ratios of 20-40:1. Such slender workpieces are extremely prone to bending during machining. The whirling solution countermeasures include: Swiss-type lathe guide bushing contacting the cutting point for absolute rigid support; 1-2 movable hydraulic steady rests along the screw mid-section for auxiliary support; cutting parameters using “low spindle speed + high attachment speed” combination to minimize radial force on the workpiece. Final straightness can be stably controlled at 0.01-0.02mm/m.
Manufacturing Case Study
Customer Background
A precision medical equipment manufacturer, primarily producing smart infusion pumps and IV pumps, annual output exceeding 200,000 units, consuming approximately 600,000 Tr8×1.5 stainless steel lead screws annually. Original production line used CNC lathe single-point thread chasing.
Technical Challenges
- 316L turning insert life only 20-30 pieces, monthly tooling cost exceeding 50,000 RMB
- Tr8 screw pitch diameter taper error exceeding specification rate of 8%, affecting injection accuracy
- Cycle time 5 minutes per piece, capacity insufficient requiring frequent outsourcing
Solution
| Improvement Item | Before | After |
|---|---|---|
| Thread Process | CNC lathe single-point chasing | Swiss-type lathe + micro whirling |
| Tooling Type | Trapezoidal thread form turning tool | Ultra-fine grain carbide whirling inserts |
| Cooling Method | Standard emulsion external coolant | 100bar high-pressure oil-based internal coolant |
| Quality Control | 30% sampling inspection | Critical dimensions 100% inspection |
Implementation Results
- 15x insert life improvement: From 20-30 to 300-500 pieces, monthly tooling cost reduced from 50,000 to 4,000 RMB
- 99.8% pitch diameter pass rate: Taper error reduced from 0.02-0.05mm to within 0.005mm
- 8x capacity increase: Cycle time reduced from 5 minutes to 38 seconds, achieving 100% in-house production, eliminating outsourcing
- Surface quality upgrade: Ra improved from 1.6-3.2 to 0.4-0.8, eliminating polishing process
Customer Feedback
“The most tangible improvement after switching to whirling was the complete release of production capacity. Previously Tr8 screws had to be outsourced, with unstable delivery and quality. Now our own production line produces a piece in 40 seconds, pass rate near 100%, while saving over 40,000 RMB monthly in tooling costs.”
Common Questions
Q1: Why is whirling recommended over grinding for medical micro-pump lead screws?
Although grinding achieves higher precision (4H grade capable), for 5H-6H grade medical screws, grinding efficiency is extremely low (10-15 minutes per piece) and cost extremely high (equipment investment ¥2-5 million), while 316L material’s high adhesion easily clogs grinding wheels. Whirling achieves 5H precision and Ra0.4 surface quality in a single pass at 30-60 seconds per piece — 15-20x more efficient than grinding at only 1/3 the cost. For surgical robot screws requiring extreme precision, the “whirlwind rough machining + precision grinding” combination is recommended.
Q2: How to choose between 316L and TC4 materials for lead screws?
Selection depends on application: 316L is suitable for injection pump and IV pump screws in direct contact with drug solutions, offering excellent corrosion resistance and non-magnetic properties that meet FDA biocompatibility requirements. TC4 is suitable for surgical robot and imaging equipment drive screws, providing higher specific strength and lighter weight. For machining, 316L has stronger tool adhesion (uncoated inserts recommended), while TC4 has poorer thermal conductivity (higher coolant pressure recommended).
Q3: Can whirlwind-milled screws pass medical registration inspection?
Absolutely. Whirlwind-milled screws meet medical equipment standards in thread precision (5H-6H grade), surface roughness (Ra0.4-0.8), and cleanliness. Multiple medical equipment manufacturers using whirling have passed NMPA registration and CE certification, with whirlwind-milled screws showing superior batch consistency compared to conventionally turned parts.
Q4: What are the differences between Tr trapezoidal thread and ball screw in whirling?
Tr trapezoidal threads have a 30° profile angle and are single-start, completed in one whirling pass. Ball screws feature Gothic-arc raceways with double or four starts, requiring higher thread profile and pitch diameter consistency precision — precision-grade whirling equipment (cutter head runout <0.005mm) and ultra-fine grain inserts are needed. Ball screw whirling is primarily used for rough machining (leaving 0.05-0.1mm grinding allowance), combined with subsequent precision grinding for final accuracy.
Q5: How are medical screw cleanliness requirements ensured?
Whirlwind machining uses oil-based cutting fluid, requiring thorough cleaning after machining. Recommended cleaning process: trichloroethylene ultrasonic degreasing (10 min) → DI water ultrasonic rinse (5 min) → anhydrous ethanol ultrasonic dehydration (5 min) → clean oven drying (60°C, 30 min). After cleaning, no oil film residue is permitted on thread surfaces. Cleanliness can be verified through water break test or contact angle measurement.
Q6: What pitch accuracy can be achieved after screw whirling?
For Tr8×1.5 316L screws, single-pass whirling cumulative pitch error can be controlled within ±0.02mm/300mm (6H grade), while precision whirling equipment can achieve ±0.01mm/300mm (5H grade). Pitch accuracy is primarily determined by the machine tool’s lead screw accuracy and C-axis linkage control precision. Domestic precision whirling machines can stably achieve these specifications.
Summary
Medical micro lead screws are core transmission components in precision medical equipment, where thread precision and surface quality directly affect micro-dosing accuracy and motion smoothness. The difficult-to-machine characteristics of 316L medical-grade stainless steel and TC4 titanium alloy create challenges for conventional turning in efficiency, cost, and quality. Micro external thread whirling, with guide bushing rigid support eliminating slender shaft deflection, interrupted cutting breaking through 316L work hardening bottlenecks, and single-pass forming achieving Ra0.4-0.8 polishing-free surface quality, has become the preferred process for medical micro lead screw thread machining. For medical equipment manufacturers with annual production exceeding 200,000 pieces, the whirling solution typically achieves ROI within 6-10 months.
If you are facing medical micro lead screw machining challenges (such as 316L work hardening, slender shaft straightness, or surface cleanliness), or looking to improve production efficiency and reduce costs, contact us for customized solutions.



